2026-03-23
If you have any needs regarding SF6 gas recovery, purification, and recycling, please feel free to contact us using the information below! We offer high-quality, standardized SF6 gas processing equipment that ensures the purity of recycled SF6 gas and helps you save on the cost of purchasing new gas.
| Phone Number: | +86-0371-68988008 |
|---|---|
| Email: | [email protected] |
| Address: | High-new Tech Zone Zhengzhou, Henan, China |
In the modern power industry, Sulfur Hexafluoride (SF6) remains an indispensable insulation and arc-quenching medium for high-voltage switchgear due to its superior dielectric strength. However, SF6 is also one of the most potent greenhouse gases known, with a global warming potential (GWP) approximately 23,500 times that of CO2. As global carbon neutrality targets tighten, the transition toward zero-emission SF6 gas handling for large-scale SF6 purification and recycling has shifted from a corporate social responsibility goal to an operational necessity.
This article explores the integration of Digital Twin technology, advanced cryogenic distillation, and automated logistics to create a high-efficiency, closed-loop system for SF6 management.
The traditional lifecycle of SF6 gas—involving manual recovery, transport in heavy cylinders, and often incomplete purification—presents significant risks of atmospheric leakage. To achieve a truly circular economy within the utility sector, a centralized, “contactless” automated processing center is required.
By implementing zero-emission SF6 gas handling for large-scale SF6 purification and recycling, utilities can ensure that every gram of gas recovered from decommissioned or maintained equipment is purified to meet or exceed GB/T 12022 standards, effectively neutralizing its environmental impact while slashing the procurement costs of new “virgin” gas.
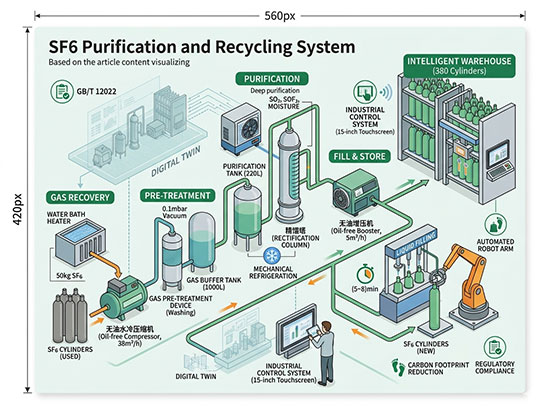
A state-of-the-art SF6 purification center relies on four technological cornerstones to ensure safety, purity, and efficiency.
The integration of a Digital Twin allows for a real-time virtual representation of the entire purification plant. From monitoring the pressure inside a 1000L buffer tank to tracking the precise location of a 40L cylinder in the automated warehouse, Digital Twin technology enables predictive maintenance and optimizes gas flow paths, minimizing energy consumption and preventing accidental releases.
At the heart of the system lies the Rectification Column and specialized purification tanks. Unlike simple filtration, deep purification uses mechanical refrigeration and thermodynamic separation to remove air, moisture, and toxic decomposition products (such as SO2 and SOF2).
To eliminate human error and enhance safety, the system utilizes automatic cylinder handling and storage. With a capacity to manage up to 380 cylinders (40L each), the digitized warehouse ensures that every bottle is weighed, tracked, and stored with zero manual intervention, creating a seamless “input-to-output” workflow.
The efficiency of zero-emission SF6 gas handling for large-scale SF6 purification and recycling is defined by its ability to handle highly contaminated “fault gas” and convert it back into industrial-grade SF6.
Efficiency begins at the recovery stage. The system utilizes a water bath heating vaporization unit with a 45kW heating capacity. By warming the cylinders, the vaporization rate is significantly increased, allowing the 38 cubic meters per hour oil-free water-cooled compressor to evacuate gas faster than traditional methods.
For gas recovered from equipment that has experienced internal arcing, high levels of toxic decomposition products are present. The Gas Pre-treatment Device employs a sophisticated “water wash + alkaline wash + cold dry” process. This neutralizing stage is critical for protecting downstream equipment and ensuring the safety of the final product.
The gas is moved into a 1000L carbon steel buffer tank (designed for 50 bar). From here, it enters the stainless steel purification tanks and the rectification column. This stage ensures the removal of non-condensable gases and trace moisture, restoring the SF6 to its peak insulating performance.
Once purified, the SF6 is converted back to a liquid state. The system features a high-performance oil-free booster (5 cubic meters per hour) capable of filling a 40L cylinder with 50kg of SF6 in just 5 to 8 minutes—a benchmark for industrial-scale operations.
The following data underscores the capability of this system to support provincial-level power grids:
| Component | Technical Specification | Operational Impact |
| Oil-free Compressor | 38 cubic meters / hour | High-speed gas recovery without oil contamination. |
| Vacuum Pump | 64 cubic meters / hour (0.1 mbar limit) | Ensures complete evacuation of air/moisture. |
| Purification Tank | 220L, 50 bar (Stainless Steel) | Corrosion-resistant deep purification vessel. |
| Intelligent Warehouse | 380 Cylinders (@40L) | Massive scale storage with digital inventory. |
| Control System | 15-inch Touchscreen / Remote | Enables “Unmanned” factory operations. |
Implementing zero-emission SF6 gas handling for large-scale SF6 purification and recycling provides a dual advantage:
Carbon Footprint Reduction: By recycling SF6, utilities avoid the carbon-intensive process of manufacturing new gas and the catastrophic emissions associated with leakage or improper disposal.
Regulatory Compliance: As national standards like GB/T 12022 become stricter, an automated purification center ensures that all handled gas meets legal purity requirements for reuse in GIS (Gas Insulated Switchgear).
Operational Safety: The “contactless” nature of the system—driven by industrial control systems and automated robots—protects workers from exposure to toxic SF6 byproducts.
The transition to a digital, automated, and closed-loop SF6 processing system is no longer optional for large-scale grid operators. By combining the power of Digital Twin technology with rigorous cryogenic purification, the SF6 handling system described here represents the gold standard for sustainability.
Zero-emission SF6 gas handling for large-scale SF6 purification and recycling is not just a technological achievement; it is a commitment to a greener, more efficient power grid. Through the integration of high-capacity buffer tanks, rapid liquid filling, and intelligent storage, the power industry can finally decouple its growth from its environmental impact.