2026-03-06
If you have any needs regarding SF6 gas recovery, purification, and recycling, please feel free to contact us using the information below! We offer high-quality, standardized SF6 gas processing equipment that ensures the purity of recycled SF6 gas and helps you save on the cost of purchasing new gas.
| Phone Number: | +86-0371-68988008 |
|---|---|
| Email: | [email protected] |
| Address: | High-new Tech Zone Zhengzhou, Henan, China |
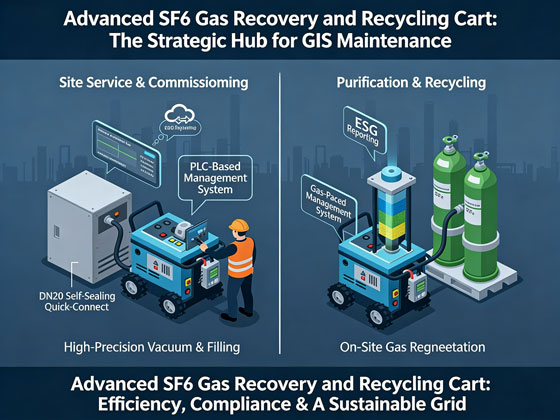
In the landscape of high-voltage electrical engineering, the efficiency of Gas-Insulated Switchgear (GIS) determines the stability of entire power grids. At the center of this reliability is Sulfur Hexafluoride (SF6), a gas that offers unmatched insulation but requires rigorous handling due to its environmental impact. The advanced SF6 gas recovery and recycling cart has emerged as the definitive solution for managing this asset.
By integrating vacuuming, recovery, purification, and refilling into a mobile, automated unit, these carts allow utilities to achieve a closed-loop gas cycle. This article explores the diverse use cases and technical advantages of deploying advanced carts in modern industrial environments.
When a new substation is built, the initial filling of GIS compartments is a high-precision operation. Any air or moisture trapped inside the equipment can lead to insulation breakdown.
Deep Vacuuming: Before filling, the cart uses a high-capacity dual-stage vacuum pump (often reaching less than 0.1 mbar) to remove all atmospheric contaminants.
Precision Refilling: Through an integrated PLC touchscreen, engineers can set exact pressure targets (e.g., 6 bar). The cart automatically modulates the flow to reach the set point without over-pressurizing the delicate seals.
Mass Flow Verification: Advanced carts log the total weight of gas injected, providing the “Birth Certificate” for the GIS module’s lifecycle data.
Urban substations are often located in basements or high-rise buildings where space is at a premium. Traditional, truck-mounted recovery systems are simply too large for these locations.
Advanced compact and portable SF6 gas recovery carts for site service are designed with a narrow footprint (approximately 1020mm x 700mm).
Elevator Access: Their vertical design allows them to fit into standard service elevators.
On-Board Storage: Despite their size, they often include a small internal buffer tank or the ability to connect directly to high-pressure cylinders at 50 bar, allowing for full recovery even in cramped quarters.
In a refinery, power failure can trigger emergency flare events or production stops costing millions. The GIS equipment here is subject to corrosive chemical vapors that can accelerate the degradation of the SF6 gas.
The advanced SF6 gas recovery and recycling cart acts as a mobile chemical refinery for the gas itself.
Contaminant Removal: As gas is recovered, it passes through a multi-stage filtration tower that removes moisture and acidic decomposition products (SO2, HF).
Particulate Filtration: Filters rated at less than 1 micrometer ensure that microscopic metallic dust—which could cause arcing—is completely removed.
Result: The plant can recycle its existing gas inventory to IEC 60376 standards, avoiding the cost and logistical delay of ordering virgin gas.
When selecting an advanced SF6 gas recovery and recycling cart, lead engineers prioritize the following technical benchmarks:
| Feature | Standard Requirement | Strategic Benefit |
| Recovery Capacity | 30 m3/h to 50 m3/h | Minimizes downtime during large outages. |
| Compressor Type | 100% Oil-Free | Ensures zero contamination of the insulating gas. |
| Ultimate Vacuum | <= 0.1 mbar | Critical for removing moisture and air. |
| Liquid Filling Speed | 40L cylinder in < 8 min | High efficiency for gas storage operations. |
| Standard Compliance | DL/T 662 / CE / UL | Guaranteed safety and regulatory approval. |
Global regulations, such as the EU F-Gas Regulation, have made the tracking of SF6 emissions mandatory. An advanced recycling cart is the primary tool for meeting ESG (Environmental, Social, and Governance) targets.
Modern carts utilize a PLC-based management system that records every gram of gas handled.
Zero-Leakage Transfer: By using DN20 self-sealing quick-connects, the cart prevents the “puff” of gas lost during traditional hose changes.
Audit Reporting: Data can be exported via USB or cloud connection, providing verifiable proof of “negative pressure recovery” (reclaiming 99.9% of the gas), which is essential for carbon credit reporting.
In regions with extreme cold, SF6 gas can liquefy inside cylinders, making it impossible to refill equipment quickly.
Advanced carts are equipped with an integrated 1.5 kW to 3 kW vaporizer.
Rapid Phase Change: The cart heats the liquid SF6 as it leaves the cylinder, converting it back into gas phase at high speed.
All-Weather Service: This allows site service teams to perform maintenance in winter or high-altitude environments without waiting hours for natural evaporation.
Using an advanced SF6 gas recovery and recycling cart also enhances personnel safety.
Anti-Suckback Protection: Automated valves prevent vacuum pump oil from being sucked back into the GIS in the event of a power failure.
Pressure Relief: Integrated safety valves on the compressor output protect against over-pressurization of the internal storage tanks.
Modular Design: Modular construction allows for easy replacement of filter cartridges and oil-free compressor seals, ensuring the cart remains in peak condition for decades.
The advanced SF6 gas recovery and recycling cart is no longer just a “support tool”—it is a critical asset management system. Whether performing a routine dew point check in a petrochemical plant or a major recovery operation in a 500kV substation, these units provide the technical precision required for the modern grid.
By investing in high-efficiency recovery (30 m3/h), deep purification (<= 1 micrometer), and digital logging, utilities can ensure that their GIS infrastructure remains reliable, compliant, and environmentally sustainable.